
ETFE Roof Inflation & Installation Process: From ETFE Steel Structure Framework Assembly to Final Completion
Introduction to ETFE Roof Systems & ETFE Structures
Modern architecture increasingly demands lightweight, energy-efficient, and visually impressive building materials, making the ETFE roof one of the most advanced roofing solutions used today. Commonly installed in stadiums, atriums, airports, shopping malls, and large-span public spaces, modern ETFE structures combine transparency, durability, flexibility, and sustainability into a high-performance architectural system.
An ETFE roof uses pneumatic cushion technology where controlled air pressure maintains the shape and stability of the membrane system. Unlike traditional roofing materials, lightweight ETFE film cushions supported by aluminum framing systems allow architects to create large column-free spaces with high natural light transmission and reduced structural weight.
ETFE, or Ethylene Tetrafluoroethylene, is a durable fluoropolymer material known for its UV resistance, weather performance, and long lifespan. Most ETFE structures use multi-layer ETFE film cushions connected to aluminum support systems and maintained by automated inflation units that continuously regulate internal air pressure.
Because of its specialized design, the installation of an ETFE roof requires precise coordination between steel framework assembly, aluminum framing installation, ETFE film positioning, inflation units, pressure testing, and final inflation and completion procedures. This article explains the complete six-stage installation process used to deliver durable and high-performance ETFE structures for modern architectural applications.
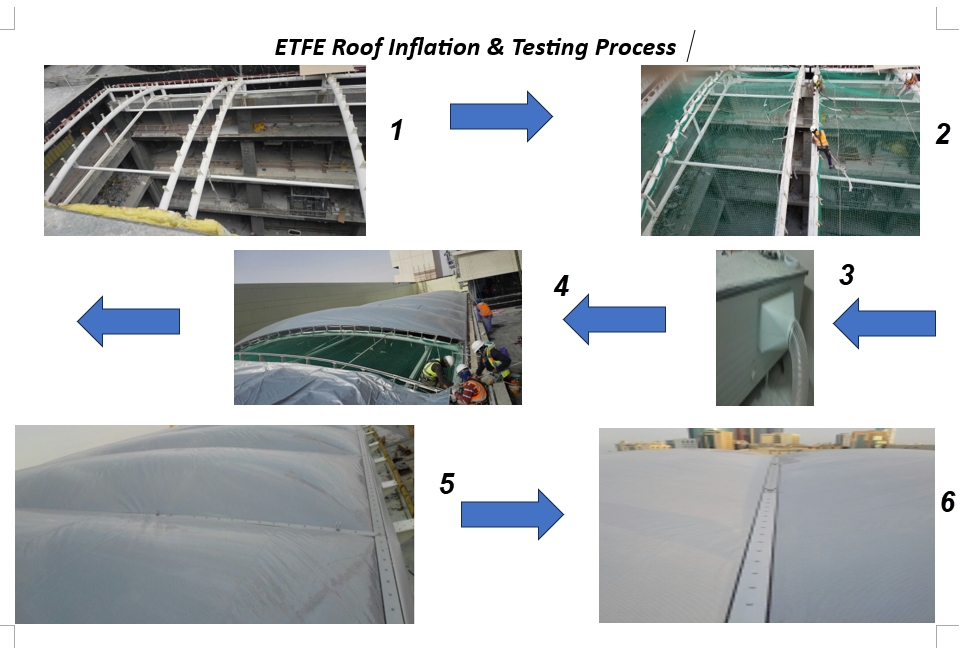
Step 1 – ETFE Main & Secondary Steel Structural Framework Assembly & ETFE Aluminum Support Preparation
The installation of an ETFE roof begins with the completion of the primary & secondary steel framework and aluminum support system. This stage is one of the most critical parts of the entire construction process because the accuracy of the support structure directly affects the long-term performance of the ETFE system.
Engineers first install the structural steel members that define the geometry of the roof. Once the main support structure is completed, precision aluminum extrusions are mounted onto the framework. These aluminum profiles are specifically designed for ETFE structures and act as the clamping and retaining system for the ETFE film.
The aluminum framework must be aligned accurately to ensure proper tension distribution during inflation and completion. Surveying teams verify all dimensions, slopes, and connection points before membrane installation begins. Any structural deviation at this stage may create uneven pressure loads later during inflation.
Drainage provisions, edge restraints, fixing brackets, and air supply penetrations are also incorporated into the aluminum framework before moving to the next installation phase.
Step 2 – ETFE Film Installation & Cushion Assembly
Once the support system is fully prepared, the installation of the ETFE film begins. This phase requires highly trained specialists because ETFE membranes must be handled carefully to prevent contamination, scratches, or punctures.
Each layer of ETFE film is prefabricated according to the project’s exact dimensions. The film panels are transported to site in protective packaging and then carefully unrolled across the aluminum framing system. Workers position the membrane into the clamping profiles and secure it using specially engineered locking mechanisms.
For multi-layer cushion systems, several layers of ETFE film are installed sequentially to create the pneumatic chamber required for inflation. During installation, technicians maintain controlled tension across the membrane surface to avoid wrinkles and uneven stress concentrations.
At this stage, the ETFE roof still appears relatively flat because the cushions have not yet been pressurized. However, the precise positioning of the membrane is essential for successful inflation and completion later in the process.
Step 3 – ETFE Inspection, Sealing & Inflation Preparation
Before activating the inflation units, the entire ETFE roof system undergoes comprehensive inspection and preparation procedures.
Technicians inspect all seams, aluminum fixing details, welded joints, and air supply connections. Every section of ETFE film is examined for scratches, tears, punctures, or installation defects. Even small imperfections can affect the long-term air retention performance of ETFE structures.
Special attention is given to the perimeter sealing system because airtightness is essential for proper inflation. Air hoses, pressure sensors, and control valves are connected to the cushion system. The inflation units are then calibrated to match the design pressure requirements of the project.
This stage also includes testing the backup power supply and emergency systems to ensure continuous operation of the ETFE roof in the event of power interruptions.
Step 4 – ETFE Inflation Units Activation & Initial Pressurization
After all inspections are completed, the inflation process officially begins.
The inflation units gradually introduce pressurized air into the ETFE cushions. Modern inflation units are equipped with automated controls capable of monitoring air pressure, adjusting airflow, and maintaining stable internal cushion pressure.
As air enters the chambers, the ETFE film slowly rises and expands into its designed form. This transformation is one of the most visually dramatic stages of the entire installation process. The once-flat membrane develops into smooth, curved pneumatic cushions characteristic of modern ETFE structures.
The pressure increase must occur gradually and uniformly. Rapid inflation may create localized stress on the aluminum support system or the membrane itself. Engineers continuously monitor pressure readings throughout this process to ensure even expansion across the entire ETFE roof surface.
Environmental conditions such as wind speed, ambient temperature, and humidity are also monitored during inflation because these factors influence membrane behavior and pressure stability.
Step 5 – ETFE Full Inflation & ETFE Roof Completion
As the inflation process continues, the ETFE roof reaches its final operational form. The cushions become fully stabilized, and the membrane achieves its designed curvature and structural stiffness.
At full inflation and completion, the internal air pressure provides the necessary rigidity for the cushion system to resist wind uplift, rain loads, and environmental forces. The completed ETFE roof now functions as a fully operational building envelope capable of delivering excellent thermal performance and natural daylight transmission.
The aluminum support profiles distribute the membrane loads efficiently across the structural framework while maintaining secure edge restraint. Inflation units continue operating automatically, adjusting pressure levels in response to external weather conditions.
This stage marks the visible completion of the roof installation, where the building begins to exhibit the distinctive appearance associated with advanced ETFE structures.
Step 6 – ETFE Testing, Commissioning & Final Validation
The final stage focuses on performance verification and long-term operational reliability.
Engineers conduct detailed pressure retention tests to confirm airtightness and validate cushion stability. Monitoring systems connected to the inflation units are tested to ensure they can automatically regulate pressure within safe operational limits.
Additional commissioning procedures include leak detection, structural movement assessment, environmental response testing, and verification of emergency backup systems. Technicians also inspect the aluminum fixing systems and all visible ETFE film surfaces to ensure the roof meets design and quality standards.
Once all tests are successfully completed, the ETFE roof system is officially commissioned for permanent operation.
Conclusion
The installation of an ETFE roof is a sophisticated engineering process that combines advanced membrane technology, aluminum structural systems, and pneumatic pressure engineering. Every stage—from framework preparation and ETFE film installation to inflation and completion—requires precision, coordination, and technical expertise.
Modern ETFE structures continue to redefine architectural possibilities by delivering lightweight, sustainable, and visually impressive roofing systems. With properly designed inflation units, high-quality aluminum framing, and carefully installed ETFE film, these systems provide long-term durability, excellent performance, and exceptional architectural freedom for large-span building projects worldwide.
TE Membrane provide invaluable insights and solutions in the area of full design & engineering in tensile fabric structure. Their experience ensures your project benefits from cost-effective, aesthetically pleasing, and structurally sound designs in tensile membrane manufacturing and completion of tensile membrane structure for roof and wall. Collaborate with them to expertly manage geometry selection, fabrication, and installation for a successful outcome ETFE membrane structures roof and ETFE facade specialist.
This article is for educational and informational purposes only. All comparisons are based on general industry data and typical engineering assumptions and may vary depending on project design, location, and specifications.
All images are used strictly for illustration and do not represent any real project, company, or construction work
